MarloAIR Air Handling Unit
With the MarloAIR air handling unit, you no longer have to choose between high-priced custom AHUs with long lead times, and off-the-shelf units with limited features that don’t meet all your needs.
Now you can get the best of both worlds: a pre-engineered unit (which reduces both cost and delivery time) with a variety of modules that can be configured for your specific application, from 5,000 to 24,000 CFM.
MarloAIR Advantages:
Superior Wall System
We designed and built the MarloAIR wall system to provide excellent insulation value with minimal air leakage, including 2″ foamed panels, integral thermal breaks and full-perimeter, double-sealed gaskets. Plus, every panel is constructed of galvanized steel for superior strength and durability, and is coated with PVC to resist bacteria and corrosion.
Modular Design
The pre-engineered MarloAIR can be customized to meet your specific needs without the high costs and long lead times of typical custom units. The modular design allows for easy transport to and through your building. Assembly is fast and easy. And its small footprint saves valuable floor space.
Energy Efficiency
Air leakage and thermal transfer are the largest contributors to AHU inefficiency and increased operating costs. That’s why we added a number of extra features to maximize efficiency, including our airtight (SMACNA leak class 9 for positive pressure and class 1 for negative pressure) fully insulated wall and floor panel system, double-walled and gasketed access doors, and state-of-the-art, direct-drive, energy efficient fan and motor assemblies.
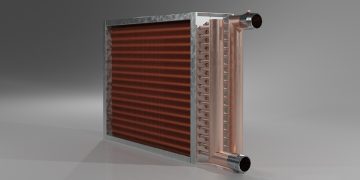
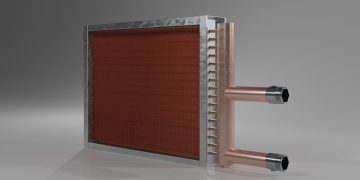
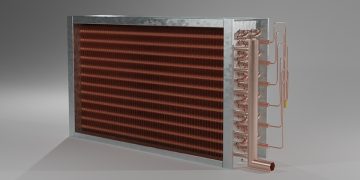
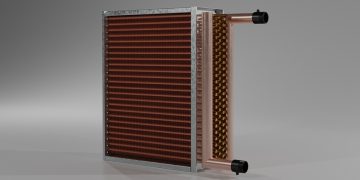
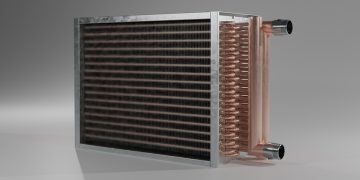
Marlo Coils and Stratomizers
With nearly a century of experience providing custom heat transfer solutions, Marlo is trusted throughout the industry for high-quality, reliable coils. These chilled water, hot water or steam coils are at the heart of every MarloAIR AHU, which can also include our popular Stratomizer Dampered Face & Bypass Coil – well-known for its ability to efficiently preheat and temper fresh outside air, and to protect against freezing.
Quality Fans and Motors
MarloAir AHUs utilize energy efficient, direct drive fan and motor assemblies, including variable frequency drives, that meet CFM and pressure drop requirements with minimal energy usage. All assemblies are mounted on vibration isolators. We offer modular fans, plenum fans and fan arrays, all with integral sound attenuation. When space constraints exist, or reduced noise is required, Marlo fan arrays are an ideal solution. Every AHU is custom built, so just let us know if you have special fan requirements.
3-Year Warranty
With our proven coils and optional Stratomizer at the heart of every MarloAir AHU – plus top-quality materials throughout the unit – you can count on years of dependable service. That’s why we have the confidence to back the MarloAIR with a full 3-year warranty – three times the industry standard.
Videos
Show All
More Products
Water, Glycol, Brine and special fluids used in commercial and industrial heating and cooling applications.
Steam distributing, standard, process and condenser coils for low or high-pressure steam applications.

Stratomizer® dampered (Integral) face & bypass coil used to prevent freezing in low temperature applications.
Steam, hot & cold water, glycol and other fluid coils that meet the rugged demands of industrial process applications...

High Performance coils designed for cooling inlet air & restoring full GT performance, or heating inlet air for turn-...
Related News
Contact
For any further information or to request a quote